










Технически документ: Основи на технологията за впресване
ЗОНАТА ЗА ПРЕСОВАНЕ КАТО НАДЕЖДНА АЛТЕРНАТИВА НА ТЕХНИКАТА НА ЗАВАРЯВАНЕ
ВЪВЕДЕНИЕ
От въвеждането си в телекомуникациите техниката на впресване се превърна в утвърдена ключова технология в автомобилната и индустриалната електроника. Предвид актуалните тенденции като електрификацията, автономното шофиране и Индустрия 4.0, изискванията към надеждни и дълготрайни системи за свързване непрекъснато нарастват.
Особено в сурови експлоатационни условия с вибрации, температурни колебания, влага и механично натоварване, технологията за впресване убеждава с висока сигурност на процеса и дългосрочна стабилност. Въпреки различните дизайни на зоните за впресване, всички решения преследват една и съща цел: трайно механично здраво и електрически надеждно свързване между печатната платка и контакта.
Това се постига, като зоната за впресване се проектира по-голяма от отвора в печатната платка и се впресва с определена сила. По този начин се получава газонепроницаемо, електрически стабилно и механично устойчиво свързване с постоянно ниско съпротивление на контакта.
Особено в сурови експлоатационни условия с вибрации, температурни колебания, влага и механично натоварване, технологията за впресване убеждава с висока сигурност на процеса и дългосрочна стабилност. Въпреки различните дизайни на зоните за впресване, всички решения преследват една и съща цел: трайно механично здраво и електрически надеждно свързване между печатната платка и контакта.
Това се постига, като зоната за впресване се проектира по-голяма от отвора в печатната платка и се впресва с определена сила. По този начин се получава газонепроницаемо, електрически стабилно и механично устойчиво свързване с постоянно ниско съпротивление на контакта.
ОСНОВИ
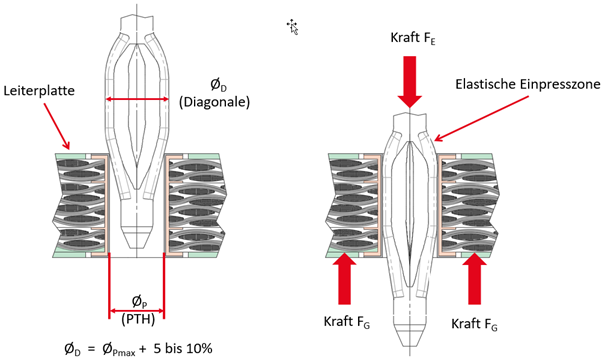
При технологията на впресване се създава електрическа връзка между конектора и печатната платка чрез впресване на контактния щифт (пин) в отвор с проходно пробиване в печатната платка.
Технологията на впресване се основава на прост принцип:
зоната на впресване на контактния щифт има по-голяма диагонал в напречно сечение от метализирания отвор в печатната платка. Деформацията, възникваща при впресването, се поема от гъвкавата зона на контактния щифт, така че втулката на печатната платка се деформира само незначително. При това между контактния щифт и метализирания отвор в печатната платка се образува студено заваряване: газонепроницаема, устойчива на корозия, нискоомна и електрически високопроводима връзка. Тя остава трайно стабилна дори при високи механични и термични натоварвания – като вибрации, огъване и силни температурни колебания.
Препоръчваме по време на процеса на впресване да се извършва мониторинг. Анализите на силата и хода, както и системите, базирани на камери, позволяват надеждна оценка на качеството на връзката.
Освен доказалата се техника на впресване с нашата зона за впресване Tcom press®, ept предлага и други технологии за свързване, като споени проходни отвори, THR или SMT – съобразени с конкретното приложение.
Технологията на впресване се основава на прост принцип:
зоната на впресване на контактния щифт има по-голяма диагонал в напречно сечение от метализирания отвор в печатната платка. Деформацията, възникваща при впресването, се поема от гъвкавата зона на контактния щифт, така че втулката на печатната платка се деформира само незначително. При това между контактния щифт и метализирания отвор в печатната платка се образува студено заваряване: газонепроницаема, устойчива на корозия, нискоомна и електрически високопроводима връзка. Тя остава трайно стабилна дори при високи механични и термични натоварвания – като вибрации, огъване и силни температурни колебания.
Препоръчваме по време на процеса на впресване да се извършва мониторинг. Анализите на силата и хода, както и системите, базирани на камери, позволяват надеждна оценка на качеството на връзката.
Освен доказалата се техника на впресване с нашата зона за впресване Tcom press®, ept предлага и други технологии за свързване, като споени проходни отвори, THR или SMT – съобразени с конкретното приложение.
ПРЕДИМСТВА НА ТЕХНИКАТА НА ПРЕСОВАНЕ
Технологията за впресване предлага множество предимства в сравнение с традиционната технология за запояване от гледна точка на качеството, икономичността, функционалността и екологията. Тя се отличава с изключително висока надеждност и механична издръжливост и е особено устойчива на удари и вибрации. Освен това се избягват типични дефекти като студени спойки или късове.
Технологията за впресване е икономически изгодна благодарение на възможността за ремонт и рентабилното монтиране. От функционална гледна точка тя позволява надеждна обработка без термично натоварване на печатната платка, което предпазва компонентите. В същото време контактите на съединителите остават свободни от спояващ калай.
Освен това технологията за впресване предлага екологични предимства, тъй като не се образуват нито спояващи пари, нито остатъци от флюс и може да се пренебрегнат допълнителните процеси на почистване. По този начин тя отговаря на актуалните екологични изисквания и директиви като RoHS и WEEE.
Технологията за впресване е икономически изгодна благодарение на възможността за ремонт и рентабилното монтиране. От функционална гледна точка тя позволява надеждна обработка без термично натоварване на печатната платка, което предпазва компонентите. В същото време контактите на съединителите остават свободни от спояващ калай.
Освен това технологията за впресване предлага екологични предимства, тъй като не се образуват нито спояващи пари, нито остатъци от флюс и може да се пренебрегнат допълнителните процеси на почистване. По този начин тя отговаря на актуалните екологични изисквания и директиви като RoHS и WEEE.
НЕДОСТАТЪЦИ НА ТЕХНИКАТА НА ПРЕСОВАНЕ
Въпреки многото си предимства, технологията за впресване има и някои ограничения в сравнение с технологията за спояване. Тя поставя високи изисквания към качеството на печатните платки, особено по отношение на диаметъра на отворите и допуските, и изисква специални инструменти и оборудване, което води до по-високи инвестиционни разходи.
Освен това при процеса на впресване възникват механични натоварвания, които при неправилно прилагане могат да доведат до повреди. Миниатюризацията също е частично ограничена в сравнение с техниката на запояване.
Освен това при процеса на впресване възникват механични натоварвания, които при неправилно прилагане могат да доведат до повреди. Миниатюризацията също е частично ограничена в сравнение с техниката на запояване.
КРИТЕРИИ ЗА ИЗБОР НА ТЕХНИКА ЗА ПРЕСОВАНЕ
Надеждното впресно съединение се основава на оптималното съчетание на няколко качествени характеристики. От решаващо значение са по-специално конструкцията на зоната на впресване, конкретното приложение, свойствата на печатната платка, както и производственият процес.
Единствено когато тези фактори са съгласувани помежду си, технологията на впресване може да разгърне пълния си потенциал и да гарантира трайно стабилно, механично устойчиво и електрически безопасно съединение.
Единствено когато тези фактори са съгласувани помежду си, технологията на впресване може да разгърне пълния си потенциал и да гарантира трайно стабилно, механично устойчиво и електрически безопасно съединение.
I. Критерии за избор на печатна платка
Таблицата сравнява различни повърхности на печатни платки по отношение на дебелината на слоя и пригодността им за техниката на впресване.
| Повърхност | |||||
| Потопяване в Sn | ENIG | Потапяне Ag | OSP | HAL без олово | |
| Дебелина на слоя | 0,8 до 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1 – 0,2 µm | 0,1 – 0,5 µm | <5 – 50 µm |
| Подходящ за техника на впресване | много добра | условно* | условно* | добро | с ограничения* |
Потопяването в калай е най-подходящо, OSP се оценява като добро, докато ENIG, потопяването в сребро и HAL без олово са подходящи само до известна степен – в зависимост от приложението.
Освен това са показани типични зони за впресване, които обикновено се състоят от калай или калаени сплави върху никелов слой. Като цяло брошурата ясно показва, че изборът на повърхност има решаващо влияние върху качеството и надеждността на технологията за вграждане и трябва да се прави внимателно в зависимост от приложението.
Освен това са показани типични зони за впресване, които обикновено се състоят от калай или калаени сплави върху никелов слой. Като цяло брошурата ясно показва, че изборът на повърхност има решаващо влияние върху качеството и надеждността на технологията за вграждане и трябва да се прави внимателно в зависимост от приложението.
II. Критерии за избор на зоната на впресване
В зоната на впръскване са възможни следните покрития: матово калаено, калаено-оловно, сребърно-калаено или калаено-сребърно покритие, както и индиево покритие, като във всеки случай върху никелов слой.
| Повърхности | ||
| 0,30 - 1,50 µm Sn матово | върху | 1 - 3 µm Ni матово |
| 0,30 - 1,50 µm SnPb 92/8 - 97/3 матово | върху | 1 - 3 µm Ni матово |
| 0,35 - 1,50 µm AgSn или SnAg | върху | 1 - 3 µm Ni матово |
| 0,30 - 1,50 µm In | върху | 1 - 3 µm Ni матово |
Подходящата повърхност е от решаващо значение за надеждното впресване. Тя оказва влияние върху силите на впресване и трябва да се деформира пластично под натоварване, без да се повреди. Същевременно тя осигурява стабилен електрически контакт, предпазва от корозия и намалява съпротивлението на прехода. Подходящото покритие допринася също така за предотвратяване на повреди по печатната платка и гарантира сигурен и възпроизводим процес.
СТРУКТУРА НА ОТВОРИТЕ
За да се постигне висококачествено пресово съединение, при производството на печатни платки трябва да се обърне специално внимание на диаметъра на отвора, диаметъра на крайния отвор, дебелината на медната втулка и повърхността на печатната платка.
Правилната конструкция на отвора е от решаващо значение, тъй като тя пряко влияе върху механичната стабилност и електрическата надеждност на съединението. Само при правилно съгласувани размери на отвора и втулката се получава необходимото притискане, което гарантира сигурно закрепване и постоянен контакт. Отклоненията могат да доведат до прекалено високи сили на впресване, повреда на проходните отвори или недостатъчен контакт. Освен това подходящата конструкция на отвора допринася за компенсиране на производствените отклонения и осигурява постоянна качество на процеса.
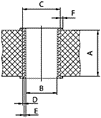
Следващата конструкция на отвора представлява пример за изпълнение.
Правилната конструкция на отвора е от решаващо значение, тъй като тя пряко влияе върху механичната стабилност и електрическата надеждност на съединението. Само при правилно съгласувани размери на отвора и втулката се получава необходимото притискане, което гарантира сигурно закрепване и постоянен контакт. Отклоненията могат да доведат до прекалено високи сили на впресване, повреда на проходните отвори или недостатъчен контакт. Освен това подходящата конструкция на отвора допринася за компенсиране на производствените отклонения и осигурява постоянна качество на процеса.
Следващата конструкция на отвора представлява пример за изпълнение.
| Материал за дългосвирещи плочи | FR4 | |
| Номинална дупка | Ø 1,0 mm | |
| A | Дебелина на печатната платка | мин. 1,44 мм |
| B | Краен отвор | Ø 1,0 +0,09 / -0,06 мм |
| C | Основно отворче | 1,15 ±0,025 mm |
| D | Cu слой | мин. 25 µm |
| E | Повърхност | химически Sn слой, 0,5 – 1,5 µm |
| F | Остатъчен пръстен | мин. 0,1 мм |
ОБРАБОТКА
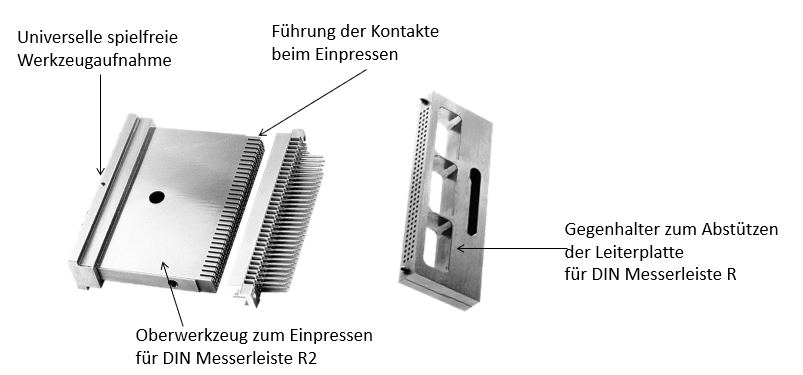
За трайно надеждна механична и електрическа връзка е от решаващо значение контролираният процес на впресване. Използването на горна матрица и опора е абсолютно необходимо.
Горната матрица предава силата на пресата върху контакта, докато опората поддържа печатната платка и я предпазва от механични напрежения. В зависимост от съединителя се използват плоски или гребенови инструменти.
Ако инструментите не са оптимално съгласувани помежду си, върху печатната платка могат да въздействат нежелани сили и да повредят вече монтираните компоненти. Силата на впресване трябва да се поеме изцяло от долния инструмент.
Печатните платки с впресовани съединители не трябва да се нагряват над 125 °C.
Горната матрица предава силата на пресата върху контакта, докато опората поддържа печатната платка и я предпазва от механични напрежения. В зависимост от съединителя се използват плоски или гребенови инструменти.
Ако инструментите не са оптимално съгласувани помежду си, върху печатната платка могат да въздействат нежелани сили и да повредят вече монтираните компоненти. Силата на впресване трябва да се поеме изцяло от долния инструмент.
Печатните платки с впресовани съединители не трябва да се нагряват над 125 °C.
Заключение
Технологията на впресване представлява ефективна и перспективна алтернатива на класическата технология на запояване. Тя се отличава с висока надеждност на процеса, отлична механична стабилност и трайно надеждна електрическа връзка – дори при тежки експлоатационни условия.
Именно на фона на нарастващата електрификация, увеличаващата се плътност на мощността и растящите изисквания към здравината и експлоатационния срок, технологията на впресване предлага решаващи предимства. Предпоставка за оптимална производителност обаче е прецизното взаимодействие между зоната за впресване, печатната платка и производствения процес.
Съществен фактор за успеха е изборът на оптимално проектирана зона за впресване. Зоните за впресване на ept GmbH – по-специално технологията Tcom press® – се отличават с много добре контролируемо поведение при впресване, ниско натоварване на печатната платка и висока стабилност на технологичния прозорец. По този начин се минимизират повредите на проходните отвори и се осигуряват трайно стабилни електрически контакти. Освен това геометрията на пресоващата зона на ept позволява надеждна обработка дори при тесни допуски и сложни конструкции на печатни платки.
Като опитен специалист в областта на свързващата техника, ept GmbH предлага индивидуални решения във връзка с технологията за впресване. С иновативни технологии като зоната за впресване Tcom press®, обширно ноу-хау в областта на приложенията и висока компетентност в производството, ept подпомага своите клиенти при реализирането на надеждни и икономични решения за свързване за изискващи приложения.
Именно на фона на нарастващата електрификация, увеличаващата се плътност на мощността и растящите изисквания към здравината и експлоатационния срок, технологията на впресване предлага решаващи предимства. Предпоставка за оптимална производителност обаче е прецизното взаимодействие между зоната за впресване, печатната платка и производствения процес.
Съществен фактор за успеха е изборът на оптимално проектирана зона за впресване. Зоните за впресване на ept GmbH – по-специално технологията Tcom press® – се отличават с много добре контролируемо поведение при впресване, ниско натоварване на печатната платка и висока стабилност на технологичния прозорец. По този начин се минимизират повредите на проходните отвори и се осигуряват трайно стабилни електрически контакти. Освен това геометрията на пресоващата зона на ept позволява надеждна обработка дори при тесни допуски и сложни конструкции на печатни платки.
Като опитен специалист в областта на свързващата техника, ept GmbH предлага индивидуални решения във връзка с технологията за впресване. С иновативни технологии като зоната за впресване Tcom press®, обширно ноу-хау в областта на приложенията и висока компетентност в производството, ept подпомага своите клиенти при реализирането на надеждни и икономични решения за свързване за изискващи приложения.